Q. What sets the low-cost composite material apart from conventional composites?
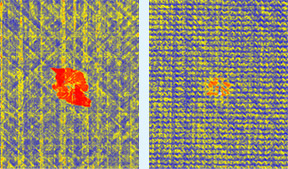
Comparison of impact damage on regular Carbon Fiber Reinforced Plastic (CFRP) (above), and on interlaminar reinforcement CFRP, which is under development by JAXA (below). Damage appears to be less severe with interlaminar reinforcement CFRP.
The composite material we are developing is Carbon Fiber Reinforced Plastic (CFRP). This advanced composite material is very strong and light, and already commonly used in commercial goods such as tennis rackets, fishing rods, golf clubs, and, on a larger scale, in automobile bodies, boat hulls and wind-turbine blades. Its commercial uses will grow further in the future, and one of the prime areas for expansion is aircraft. One of its major distinguishing features is the manufacturing method, called Vacuum Assisted Resin Transfer Molding (VARTM).
Conventionally, carbon fiber is impregnated with liquid resin and semi-dried, making a substance called prepreg. These semi-cured sheets are then layered 30 to 40 plies, or around 100 plies for thicker parts. If unprocessed prepreg is exposed to air at room temperatures, it is ruined within about three days, so it needs to be kept at a temperature of -10ºC to -20ºC. Once prepreg is layered, it is heated in an autoclave at temperatures of 120ºC to 180°C, and molded under pressure of 4 to 6 hectopascals (hPa). This method is expensive not only because of the material costs but also because of the number of steps required and the need for such facilities as coolers and autoclaves.
The VARTM method is simpler. Carbon fiber is sealed inside layers of thin film, and compressed up to about 1 hPa by vacuuming air from inside the film. The principle is the same as vacuum packing. Then resin is infused using vacuum pressure, and the material is molded at a relatively low temperature. This method can cut manufacturing costs significantly because it requires no intermediate material such as prepreg, nor expensive autoclaves. This eliminates the need for large investment in facilities, and thus will make it possible for many smaller-scale manufacturers to produce the material. So this technology will also contribute to the growth of industry.

Full-scale six-meter wing structure developed with VARTM technology
Q. What are the next steps toward the practical use and mass production of low-cost composite material?
We are finding that the VARTM technology is excellent for cost reduction, but there is still room for improvement before we apply it to the manufacture of aircraft structures. Conventionally, in an autoclave, materials are compressed at 4 to 6 hPa, while the VARTM process uses pressure of only 1 hPa; in short, hard press versus gentle press. In the VARTM composite structure, there have been cases where the fiber is not completely impregnated with resin. Naturally, in an airplane fuselage, some parts are thicker than others. So the biggest challenge was to figure out how to infuse every piece evenly, leaving no void between carbon fiber and resin. After running many experiments, we finally found the best molding technique by altering certain aspects of the process, including the location and order of resin infusion. Using the revised method, we are now collaborating with private venture capital companies to build a model of an six-meter main aircraft wing. Before we are ready to use the composite material in aircraft, we'd like to improve its strength and rigidity, as well as bringing the amount of carbon fiber up to the same level as that of prepreg products. We have more work left to do.